Wussten Sie ?















Standardverfahren


Chemische Verfahren
Oberfläche als Konstruktionselement
Phosphatieren ist ein schichtbildendes Oberflächenverfahren, welches u.a. auf niedrig legierten Eisenwerkstoffen eine kristalline nichtmetallische Phosphatschicht erzeugt.
Die so erzeugte Oberfläche kann einerseits die Korrosionsbeständigkeit der ansonsten ungeschützen Stahl-Oberfläche erhöhen, andererseits erhöhen sich die tribologischen Gleiteigenschaften
Schichteigenschaften
-
 Das Verfahren ist gemäß DIN EN ISO 9717 normiert.
Das Verfahren ist gemäß DIN EN ISO 9717 normiert. -
Das Phosphatierverfahren ist ein rein chemisches Verfahren, deshalb werden auch Bohrungen und Innenbereiche beschichtet.
-
Durch die geringe Bearbeitungstemperatur von weniger als 85°C kann verzugsfrei bearbeitet werden.
-
Stähle mit einer Zugfestigkeit von >= 1.200 mm² müssen nach der Oberflächenbehandlung zur Vermeidung eines Wasserstoff-induzierten Sprödbruches bei ca. 200°C getempert werden.
-
Die Oberfläche ist wegen der kristallinen Struktur nicht druckfest, jedoch biegefähig und bis 300°C beständig.
-
Aufgrund der nicht vorhandenen Druckfestigkeit und der kristallinen Struktur ist eine Schichtdickenmessung nicht normativ möglich. Aus diesem Grunde legt man gemäß DIN EN 12476 das sogenannte Schichtgewicht (siehe Kenndaten) fest. Ein Näherungswert für die mittlere ausgebildete Schichtdicke in µm ergibt sich aus der Multiplikation des Schichtgewichtes in g/m² x 0,8.
-
Die Schutzwirkung der Phosphatierung ist eher begrenzt. Korrosionsprüfungen werden im allgemeinen im Salzsprühtest nach DIN EN ISO 9227 oder ASTM B117 durchgeführt.
-
Unser Prüflabor kann sämtliche in der DIN EN ISO 9717 angeführten Prüfungen durchführen. Prüfungen müssen jedoch in Art und Umfang im Einzelfall zwischen dem Kunden und uns vereinbart werden.
Verbindungselemente
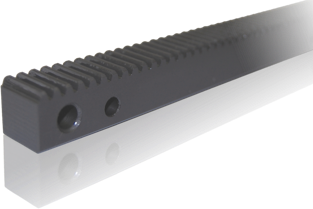
Phosphatierung als Konstruktionselement zur Erzielung eines definiertes Reibmoments bei Verbindungselementen.


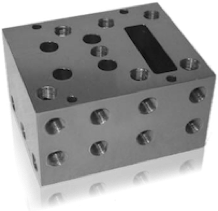
Hydraulik Steuerblock
Phosphatierung als Haftgrund für nachträgliche Lackierung. Für Hydraulik Steuerblöcke ein gängiges Verfahren.
Fordern Sie uns heraus.
MBK verfügt über eines der breitesten Bearbeitungsspektren.
Egal ob Schüttgut, Setzware oder schwere Maschinenteile. Einzel- oder Serienteile, wir sind bereit.
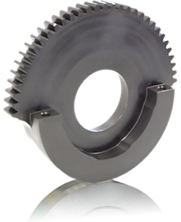
Getriebebauteil
Phosphatierungen zur Verbesserung des Einlaufverhaltens. Eine gängige Option für Getriebeelemente.

Technische Daten
-
‣Farbe:
-
‣Temperaturbereich:
-
‣Schichtgewicht:
-
‣Substrat:
-
‣Bearbeitungstemp.:
-
‣Bearbeitungsgröße
-
‣Teilegewicht
-
‣Konformität:
Beständigkeit
-
‣Im Konstantklima nach DIN 50 017: 2-48¹⁾ h
-
‣nicht Säure beständig
-
‣beständig gegen Schmierstoffe, Kraftstoffe, Lösungsmittel.
-
‣Nachbehandlung mittels Ölen, Fetten oder Wachsen empfohlen
-
-
¹⁾ bis 2h ohne Nachbehandlung bis Rotrost
-
bis 48h mit Nachbehandlung bis Rotrost
Beispiele
Wissenswertes

Merkmale
-
‣grau
-
‣-60 - 300 °C
-
‣5-15 g/m²
-
‣Eisen- und Zinkwerkstoffe
-
‣60 °C
-
‣1.700 x 1.150 x 550 mm
-
‣bis 200 kg
-
‣RoHS, WEEE, REACH

Technisches Datenblatt


Umwelt & Sicherheit
Phosphatierungen enthalten
keinerlei für Mensch und
Umwelt gefährlichen Stoffe.
RoHS konform
REACH konform
WEEE konform










Zinkphosphatierung
Das Phosphatierverfahren ist ein rein chemisches Verfahren, deshalb werden auch Bohrungen und Innenbereiche beschichtet.
Da die Phosphatschicht Öle gut bindet, erhöhen sich bei Beölung sowohl die Korrosoinsbeständigkeit, wie auch die Gleiteigenschaften. Unbeölte Phosphatschichten dienen als Haftvermittler für nachträgliche organische Beschichtungen.
Kenndaten

REM Aufnahme 500x




Dekorative Beschichtung
für hochwertige Werkzeuge

Einzigartige Trockenschmierschicht für Wälzlager

Korrosionsschutz ohne Cadmium für
Luft- und Raumfahrtanwendungen

Trockenschmierschicht
für Ofenlager







Zeichnungsangaben
„Phosphatüberzug ISO 9717-Fe/SR(x)y/ZnphM/ER(x)y/N/N“ ¹⁾
-
‣SR(x)y - optional Spannungsarmglühen x:Temperatur in °C y:Haltezeit in Stunden
-
‣M - flächenbezogene Masse in g/m² (± 30%)
-
Empfehlungen für unterschiedliche Verwendungszwecke gibt die DIN EN ISO 9717
-
‣ER(x)y - optional Wasserstoffentspröden x:Temperatur in °C y:Haltezeit in Stunden
-
‣N - Kurzzeichen für Nachbehandlung
-
(T1-T6 siehe ISO 9717, T4=Anwenden von Fetten, Ölen oder anderen Schmierstoffen)
Beispiel:
Phosphatüberzug ISO 9717-Fe//Znph8/ER(190)4/T4// ¹⁾
¹⁾ doppelte Schrägstriche stehen für ausgelassene Prozeßschritte wie z.B. Wärmebehandlungen.
Normative Regelung
-
‣DIN EN ISO 9717
Metallische und andere anorganische Überzüge -Phosphatierüberzüge auf Metallen
| EN 9100 | AEROSPACE

Copyright © 2010 MBK GmbH. Alle Rechte vorbehalten.